Rotational lining, or rotolining, bonds a uniform and seamless polymer layer to the interior of pipes and vessels to protect against wear and corrosion. Proper preparation of the interior surface of the pipe or vessel is crucial to provide the foundation for a strongly bonded liner and to increase the lifespan and effectiveness of the system. Learn about some of the key factors and process vetting RMB Products uses to stand behind their liner’s warranty.
Surface preparation of the pipe or vessel interior
Surface preparation of the interior of the vessel or pipe keys in on three factors: welds, edges and sharp corners, and surface contamination.
-
Welds. Pipe joints, nozzles, and welds usually adhere to ASME standards, an equivalent international standard, or a company’s internally developed standard for welding. Welds conforming to these standards’ height of reinforcement, internal protrusion, and depth of undercut are likely mechanically sound, however they may not yet be ready for rotolining.
Abrupt changes in reinforcement height, melt through height, and transitions with a very small radii of curvature can cause issues in the lining process. These include areas of thin lining, incomplete fill, pinholes in the lining, or perturbations in the lining surface. Customers can grind welds in preparation for lining, or RMB can. Regardless, RMB’s lining experts inspect all welded areas to ensure they are process ready.
-
External corners and edges. Edges or external corners like those found at the transition from the internal diameter to the face of a weld neck flange must have those edges “broken.” The edge break is typically ground to a radius for proper adherence of the corrosion protection liner. RMB grinds any sharp corner or edge into the required radius.

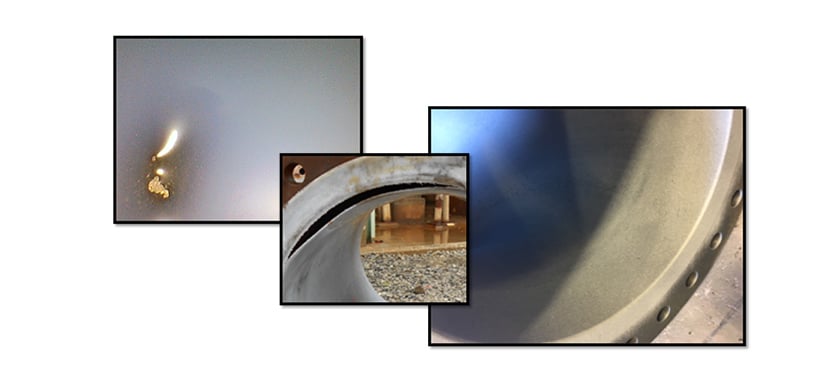
Figure 1: Failure possibly attributed to incomplete edge break
The required radius will differ depending on the material selected for rotolining. For example, HDPE is a more forgiving polymer than PFA and does not require as large of a radiused edge break. Think of it in terms of painting. Paint will not stick to a knife’s edge, but it will bifurcate and/or agglomerate with adjacent painted surfaces due to the surface tension of the fluid. A radiused edge — instead of a sharp corner — will help alleviate thinning of the liner around a transition and allow the liner to bond more securely by ensuring there are no interruptions in adhesion.
-
Surface contamination. Materials, such as oil, grease, and cutting fluids, and temporary corrosion prevention measures must be removed from all surfaces before lining can occur. RMB achieves this by placing the soon-to-be lined part in a furnace to carbonize any contaminates followed by mechanical removal of any solids left behind. Omission or insufficient cleaning will cause lining defects such as incomplete fill or poor adhesion.

Figure 2: Incomplete fill caused by surface contamination
Selecting and developing the anchor pattern
Rotolining technology relies on mechanical adherence to an anchor pattern developed on the interior of a metallic pipe or vessel. This is the point of differentiation for rotolining compared to other surface lining methods that rely on chemical adhesion or interference to hold the liner in place.
Using a media blaster, RMB develops an anchor pattern by shooting an aggregate inside of the pipe or vessel to modify the surface, resulting in a very rough and abrasive finish. Both the depth and the pattern itself will vary depending on the polymeric material selected for rotolining and the substrate (the pipe, fitting, or vessel). RMB verifies surface profiles using replica tape such as Press-O-Film.
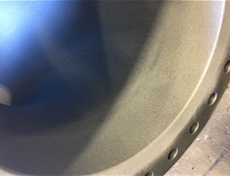
Figure 3: Developed anchor pattern
The resulting anchor pattern provides a surface for the polymer to cling to and to form its mechanical bond to the substrate material. This anchor pattern is developed on the entire internal surface of the pipe or vessel destined for rotolining.
The importance of blast media selection
There is a variety of blast media available to make the surface profile or anchor pattern on the interior of the vessel. Typical blast media materials can include:
- Coal slag
- Steel shot
- Glass
- Garnet
- Aluminum oxide
Each aggregate has a different hardness, comes in assorted sizes, and creates different anchor patterns. These variables, combined with the pressure settings of the blast interface, also creates variations in the anchor pattern. Because of this, RMB has developed standard operating procedures to ensure the correct anchor pattern is used for a substrate and polymer combination.
Peel testing develops unique anchor pattern profiles
RMB can conduct peel tests per ASTM D3167 and has used this test to develop operating procedures and to vet lining systems offered. The peel test reveals how well a polymer, substrate, anchor pattern combination resists delamination.
For example, RMB compared the adhesion of a polymer to a substrate material prepared with two different blasting medias. With all other parameters equal, five lined specimens prepared with steel shot were compared to five prepared with coal slag and tested using ASTM D3167. As shown in Figure 2, the peel strength for steel shot surpassed the peel strength of coal slag.
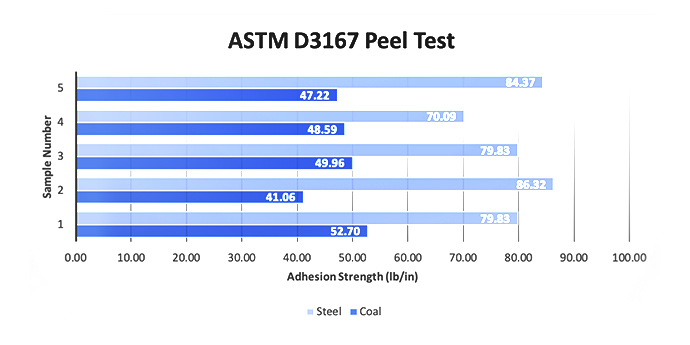
Figure 4: Peel test comparison
Coal slag may present a more cost-effective solution in the short term, however the diminished mechanical properties it yields, as in this example, could leave a system susceptible to delamination and costly repairs down the road. This does not disqualify coal slag as a blasting media. Many products’ strictest requirement is resistance to delamination at full vacuum and a coal blasted anchor pattern is up to the task. RMB’s tested procedures and engineering have taken the guesswork out of the selection.
A clean surface is essential for bonding
As a last step after developing the anchor pattern, RMB will perform a final cleaning and inspection of the vessel or pipe prior to rotolining. This ensures that the key factors the polymer requires to bond to the interior surface of the pipe or vessel are resolved. Any debris or contamination of the substrate’s surface can cause failures in the lining process such as incomplete fill (giving corrosion a foothold behind the liner) or areas of poor adhesion (leading to unexpected failure in the field).
Proper preparation is the foundation to avoid performance issues. Customers can count on RMB for a vetted lining system applied with the expertise required, providing years of uninterrupted service in the field.
Contact a sales representative to ask about resins available for rotolining and oven space for the process. RMB offers thermoplastics suitable for chemical processing, mining, petrochemical, and semiconductor industries. FDA-compliant, food-grade resin is available for food processing lining applications.
Protect vessels, pipes, and components from chemical attack or corrosion with a strongly bonded, seamless, monolithic liner from RMB. Contact us to learn more.